Savu- ja pölynkäsittely
Tuotanto- ja työympäristö
Työ- ja koneturvallisuus
Laatua työskentelyolosuhteisiin ja työstön lopputulokseen
Mitä tarkempaa työstölaatua tavoitellaan, sitä tärkeämmäksi nousee konepajan olosuhteiden stabiilius. Hallitut kohdepoistoratkaisut yhdessä viisaasti toteutetun yleisilmanvaihdon kanssa ovat oleellinen osa konepajojen työskentelytilojen olosuhdehallintaa. Ne myös edesauttavat kestävän kehityksen mukaista energiatehokkuutta ja ympäristönsuojelua.
Perinteisillä ilmanvaihto-opeilla ei saavuteta
hyviä ja stabiileja sisäilmaolosuhteita – tarvitaan
syväosaamista
Työstökoneiden vuoto- ja poistoilma kuormittaa tilaa terveydelle
haitallisilla epäpuhtauksilla sekä kosteus- ja lämpökuormilla.
Tämän vuoksi konepajan hyvän sisäilman ja stabiilien
olosuhteiden saavuttaminen ei onnistu pelkillä perinteisillä
ilmanvaihto-opeilla. Niiden lisäksi tarvitaan myös yksilöllisten
epäpuhtauskuormien huomioon ottamista. Haitalliset epäpuhtaus-,
lämpö- ja kosteuskuormat tavoitetasoineen tulee selvittää
asiakkaan kanssa yhteisesti sovitulla tarkkuudella. Työstökoneiden
vuoto- ja poistoilman käsittelyn hallinta on tällöin avainasemassa.
Perinteisesti tunkkaisuuden välttämisessä on käytetty mahdollisimman
tehokasta yleisilmanvaihtoa, mutta valitettavasti
hallin ilman vaihtaminen monta kertaa tunnissa johtaa
isoon energiankulutukseen. Nousevien energiakustannusten
aikana tämä on epäsuotuisaa, eikä kestävän kehityksenkään
mukaista. Teollisuusilmastoinnin suunnitteluprosessin alussa on
tärkeää tunnistaa ilmanvaihtoa kuormittavat lähteet, tuntea niiden
aiheuttama kuormitus ja suunnitella näiden paikallinen
hallinta ennen tilan ilmanvaihtoratkaisun suunnittelua. Koska
konepajan epäpuhtaudet syntyvät pääosin spesifeissä kohteissa,
onkin järkevämpää hoitaa näiden epäpuhtauslähteiden
kohdepoisto kuntoon ennen yleisilmanvaihdon tehostamista.
Näin toimien voidaan koko hallin ilmanvaihdon tai ilmastoinnin
kokoa pienentää. Ilmanlaadun parantumisen lisäksi tämä
on kokonaisuuden kannalta energiatehokkaampi ratkaisu.
Työstöprosessin aikana voimakkaasti kuumentunut lastuamisneste
kaasuuntuu terveydelle haitalliseksi aerosoliksi.
Perinteiset työstökoneisiin hankittavat öljysumuerottimet,
vaikka ne olisi varustettu ns. HEPA -suodattimilla, sieppaavat
kyllä sumupilvestä pääosan hiukkasista kiinni, mutta aerosolimaiset
epäpuhtaudet ja lämpö- ja kosteuskuormat pääsevät
niistä läpi työskentelytilaan. Aerosolimaisia epäpuhtauksia
ei silmä pysty erottamaan, joten ilma näyttää puhtaalta niistä
huolimatta. Voimme kuitenkin havaita ja aistia kaasumaiset
epäpuhtaudet hajuna, tunkkaisen lämpimänä ja kosteana
ilmana tai jopa tahmaisina pintoina.
Kaasuuntuneet epäpuhtaudet altistavat ikäville terveysongelmille.
Lastuamisnesteiden on todettu aiheuttavan erilaisia
hengitystieoireita kuten nuhaa, yskää, hengenahdistusta,
limanmuodostusta, kroonista bronkiittia, astmaa ja allergista
alveoliittia (Työterveyslaitos 2009, 2). Hengitystieoireita esiintyy metallintyöstäjillä runsaasti, mikä kertoo näiden kaasumaisten
epäpuhtauksien ongelmallisuudesta työympäristössä.
Työterveyslaitoksen tutkimuksen perusteella kolmasosa metallintyöstäjistä
kärsii työhön liittyvistä hengitystie- ja silmäoireista
(Työterveyslaitos 2009, 1). Ylähengitystieoireiden riski metallintyöstönesteille
altistuneilla on noin nelinkertainen vertailuryhmään
nähden (Työterveyslaitos 2016).
Kun nämä haitalliset aerosolit leviävät työskentely-ympäristöön,
ne leijuvat ilmassa pitkään hengitettävinä, eikä niitä voi
poistaa sieltä kuin ilmanvaihdon avulla. Jos jo lämmitetty ilma
puhalletaan ulos ja lämmitetään uutta korvausilmaa tilalle, tuhlataan
valtavasti energiaa. Aerosolit ovat myös VOC -päästöjä,
jotka on tunnistettu ilmastomuutosta kiihdyttäviksi tekijöiksi,
eikä niiden ulos puhaltaminen siten ole kestävän kehityksen
mukaista. Kokonaisuudessaan tällaista tilannetta voidaan
kuvata kuvan 1. mukaisesti.
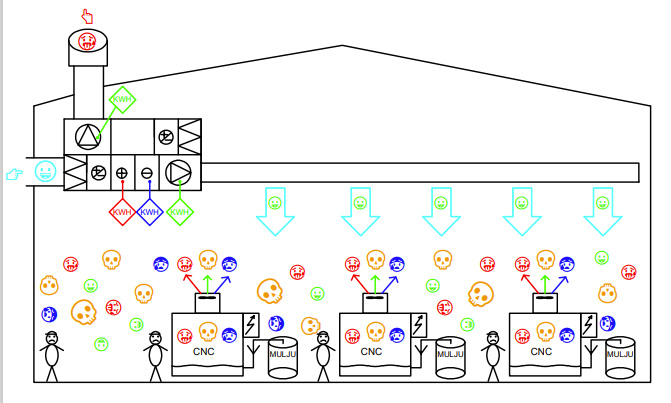

Kuva 1. Perinteinen konepajan yleisilmanvaihtoratkaisu, jossa
kaasumaiset epäpuhtaudet ja lämpö- ja kosteuskuormat leviävät
työympäristöön öljysumuerottimista huolimatta.
Vain kohdepoistoa hyödyntäen pureudutaan
ongelmien ytimeen
Jo vuonna 1987 tehdyssä kokeellisessa kenttätutkimuksessa
todettiin mm. hitsaushuurujen altistumisvaikutusta tutkittaessa,
että pelkkä yleisilmanvaihdon tehostaminen ei ole viisain tapa
pienentää altistumisia: yleisilmanvaihdon kaksinkertaistaminen
pienensi työntekijöiden altistumista epäpuhtauksille vain
noin 10 %, kuten kuvassa 2. nähdään. Epäpuhtauspitoisuuksien
puolittuminen hallissa ei siis tuonutkaan hitsarille haluttua
kokonaisaltistumisen pienentymistä. Konepajan epäpuhtauspitoisuuksien
laimentamisella ei siis välttämättä saavuteta turvallista
lopputulosta, eikä se myöskään ole energiatehokasta.
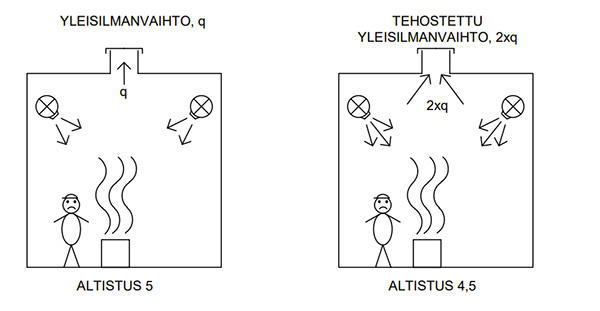
Kuva 2. Pelkkä yleisilmanvaihdon kaksinkertaistaminen pienentää
altistumista vain 10 % (Mukaillen KTM 1987)
Yleisilmanvaihtoa tehokkaampi tapa hallita altistusriskiä
on kohdeilmanvaihto. Kun epäpuhtauksia tuottavien lähteiden
yhteyteen lisätään kohdepoisto, saadaan epäpuhtaudet ja
lämpö- ja kosteuskuormat siepattua heti niiden syntylähteellä.
Näin toimien altistumisriski pienenee huomattavasti eikä yleisilmanvaihdon
kaksinkertaistamista enää tarvita. Samalla saadaan
energiatehokas ratkaisu, kuten kuvassa 3. nähdään.
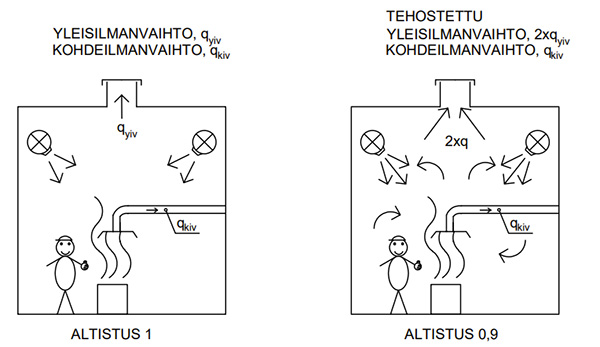
Kuva 3. Tehokkaat kohdepoistot yhdistettynä kohtuulliseen
yleisilmanvaihtoon pienentävät altistumisriskin jo niin vähäiseksi, ettei
yleisilmanvaihdon kasvattamista enää tarvita (mukaillen KTM 1987)
Kokonaisuuden kannalta siis on kaikkein järkevintä poistaa
epäpuhtaudet, lämpö- ja kosteuskuormat heti niiden syntylähteistä
ja puhdistaa epäpuhtaudet tehokkaasti, jolloin ne
eivät pääse leviämään työskentelyilmaan. Tämä ei ole aiemmin
ollut työstökoneiden osalta mahdollista kuin osittain, mutta
uuden AerOff -ratkaisun avulla tämä onnistuu. VTT:n, TTL:n,
Tampereen ammattikorkeakoulun ja johtavien suomalaisten
konepajojen yhteisessä tutkimushankkeessa keksittiin ratkaisu,
jolla kaasumaiseksi höyrystynytkin lastuamisneste saadaan
napattua kiinni ennen kuin se leviää työympäristöön.
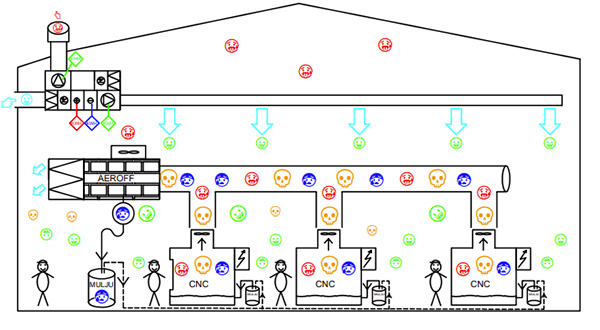

Kuva 4. Hallittu kohdepoisto yhdistyneenä tehokkaaseen palautettavan
poistoilman puhdistamiseen luo hyvät olosuhteet ja mahdollistaa
lastuamisnesteen paremman talteenoton.
Poistoilman tehokas puhdistusprosessi vaatii
monivaiheisuutta
Monivaiheisen AerOff-prosessin hiukkasmaisten ja varsinkin
kaasumaisten epäpuhtauksien sieppausaste on perinteisiin ratkaisuihin
verrattuna ylivertainen. Aeroff-prosessista ulos tuleva
ilma on aidosti niin puhdasta, että se voidaan palauttaa suoraan
takaisin työskentelytilaan. Vaatimukset yleisilmanvaihdon
tehokkuudelle tai tehostamiselle pienenevät silloin merkittävästi.
Ratkaisu mahdollistaa höyrystyneen lastuamisnesteen
palauttamisen takaisin työstöprosessiin, jolloin lastuamisnesteen
talteenotolla ja kierrätyksellä saavutetaan merkittäviä
ympäristö- ja kustannushyötyjä. Kun epäpuhtaudet ja lämpöja
kosteuskuormat eivät leviä hallin työskentelyilmaan, ei
ilmastoinnin tehostamiselle ole tarvetta ja energiaa pystytään
kohdentamaan tehokkaammin. Kokonaistilanne AerOff -ratkaisun
käyttöönoton jälkeen on kuvattu kuvassa 4. Niin hiukkasmaiset
kuin kaasumaisetkin lastuamisnestejäämät ilmassa siepataan
kohdepoistolla niiden syntylähteiltään ja epäpuhdas
ilma puhdistetaan terveysturvalliseksi ja miellyttäväksi ennen
palautusta työtilaan. Puhdistusprosessissa lastuamisnestettä
saadaan talteen uusiokäyttöön.
TEKSTI:
PIRKKO PIHLAJAMAA, DI, LVI-LEHTORI EMERITA, TAMPEREEN AMMATTIKORKEAKOULU, KEKSIJÄ, AEROFF OY
HANNA PIHLAJARINNE, TKT, TOIMITUSJOHTAJA, AEROFF OY
Lähteet:
KTM (1987): Teollisuusilmanvaihdon suunnittelu:
ilmanjako. KTM sarja D:145, Air-Ix Oy, Helsinki 1987.
66 s + liitteet 5 s.
Työterveyslaitos (2009, 1): Metallintyöstönesteiden
alkanoliamiinien tavoitetasoperustelumuistio. Tavoitetaso
TY-02-2009. Työterveyslaitos, 9 p. Saatavilla:
https://www.ttl.fi/file-download/download/public/878
Työterveyslaitos (2009,2) Suuronen, K: Metalworking fluids
– allergens, exposure, and skin and respiratory effects,
People and work, Research reports, no 85, Finnish Institute of
Occupational Health, Tampere, 106 p. + 93 p. app.
Työterveyslaitos (2016): Metallityöstön kohdepoistoilman
hallinta. TSR Loppuraportti Nro 113256.
Saatavilla: s://urn.fi/URN:ISBN 978-952-261-668-5(PDF)









